FOCUS
ON: MFR - One Pointless
Measurement
The Melt Flow Index or latterly known as the Melt Flow Rate
(or Melt Volume Rate), is one of the industries oldest, and
widely used rheological quality control tools. It has been
around for decades and comes in many shapes & configurations,
although all are basically a crude form of capillary rheometer.
The
MFI value quoted for a particular material is an average weight
of material "cut offs" collected at set time intervals
under isothermal constant load extrusion.
A minimum three lengths of cleanly cut, air bubble-free extrudate
are required for calculations. These are weighed to the nearest
milligram and the weights recorded. The average weight of
extruded samples is then calculated.
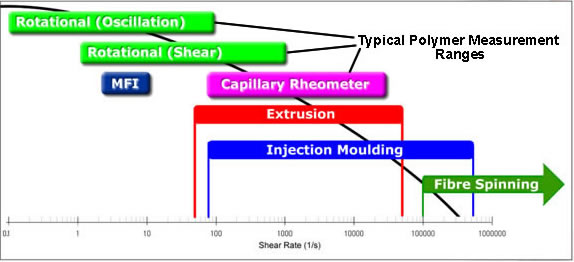
Unfortunately,
because the MFI is a low shear, single point test, it is woefully
inadequate at providing the full picture in relation to process-range
data. Due to the pseudoplastic (shear thinning) behaviour
of most polymer melts it is important to determine the magnitude
of viscosity across as wide a shear rate range as possible,
as the material will experience changes in flow geometries
(extrusion die lands, injection mould gates & runners,
etc), and hence shear rate during the process, (Fig.1).
Figure 1
As
an example, a typical Polypropylene having a MFI value of
2.4 g/10 mins (determined using a 2.16 kg applied mass @ 230°C),
assuming the density is known, an approximate shear rate of
6.7 1/s can be calculated [Ref.1]. (It is an approximation
because of the fact that MFI is driven by constant stress
and not rate controlled; there is an increase in velocity
as the MFI barrel empties under the constant applied stress
(load)). As typical polymer processing techniques involve
shear rates of ~100 1/s up to 100,000 1/s it can be seen that
the MFI is a poor representation of the process, as it is
unable to compare polymer flow behaviour at the shear rate
levels experienced during conversion.
For accurate, reproducible quality control of pre-process
feedstock, either capillary
or rotational
rheometers are an excellent choice. Which instrument is best
for your application is dependent on what is important to
your product. If
material viscosity is sensitive to high shear / extensional
rates or mapping of extrusion-orientated phenomena such as
melt fracture is
required, then use a capillary rheometer. If
your process works within narrow tolerances sensitive to factors
such as variance in Mw / MwD, melt stability, filler / masterbatch
content, etc, a rotational rheometer in oscillation mode can
be used to “fingerprint” material structural properties
and predict the causes of variation in compared samples .