|
The rheological behaviour of a material is the single most important
property in the commercial processing of polymers. Fact: If the
material cannot be deformed and made to flow, you can not process
it! Many material generic types / grades have very similar flow
behaviour at low shear rate but due to structural issues such
as molecular weight / molecular weight distribution, chain branching,
polymer / filler interaction, etc, have radically different flow
characteristics at process relevant shear rates. Traditionally
many processors have relied on the Melt Flow Indexer (MFI
- or latterly known as the Melt Flow Rate, MFR) for quality control
of material pre-process flow properties.
Unfortunately because the MFI is a low shear, single point test,
it is woefully inadequate at providing the full picture in relation
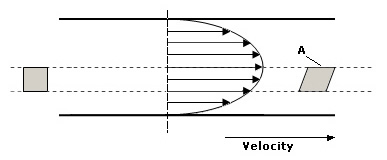
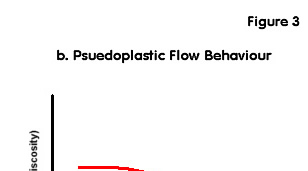
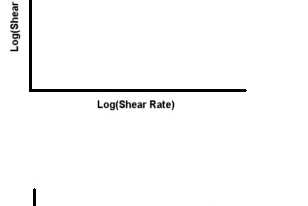
to process-range data. Due to the pseudoplastic behaviour of polymer
melts it is important to determine the magnitude of viscosity
across as wide a shear rate range as possible, as the material
will experience changes in flow geometries and hence shear rate
during the process. Taking a typical Polypropylene having a MFI
value of 2.4 g/10 mins (determined using a 2.16 kg applied mass
@ 230°C), assuming the density is known, an approximate shear
rate of 6.7 1/s can be calculated.¥
(It is an approximation because another failing of the MFI is
the fact that the rate is not controlled; there is an increase
in velocity as the MFI barrel empties under the constant applied
stress (load)). As most polymer processing techniques involve
shear rates of ~100 1/s up to 100,000 1/s it can be seen that
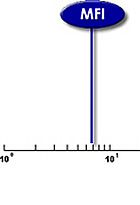
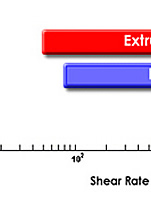
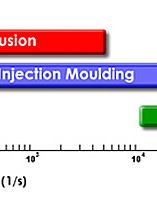
the MFI is a poor representation of the process. Figure
4 gives a visual comparison of the MFI to other polymer
processing techniques: |
| |
To
determine the shear viscosity behaviour of polymers under processing
conditions, a capillary rheometer is a fast,
accurate means of providing flow behaviour over a wide range of
shear rates at a number of temperatures and enables processing
problems such as melt fracture, die swell, etc, to be predicted
or solved offline. The data sets derived from testing can also
be modelled mathematically to provide the input coefficients required
by Finite element flow simulation software packages such as Moldflow
and Sigmasoft - to provide accurate simulations of mould filling
and packing & cooling accurate materials data is absolutely
critical.
¥Ref:
Fleming, D.J, Melt Fracture and Elongational Viscosity via Convergent
Flow Analysis , Procedings of PolymerTesting '96 , RAPRA (1996).
|
Processes
such as blow moulding, fibre spinning, film & extrusion through
complex, convergent / divergent dies lead to flow regimes where
extensional (tensile) flow dominates over simple shear flow,
Figure 5. |
Polymers with wide molecular weight distributions are extremely
sensitive to extensional flow as it is believed the longer chain
lengths retain more of the applied stresses than the shorter chains
which effects the relaxation times of the melt. A practical example
of this problem was an injection moulder producing components
which contained a central membrane with extremely narrow tolerances
(a few microns) on the wall thickness. This membrane was designed
to fracture under a specified pressure differential. Incoming
batches of material were in-house characterised prior to processing
via MFI,
but batch changes of material were still leading to sudden increases
in reject rate. MFI is primarily a single point shear flow test
and therefore unable to differentiate batches with varying molecular
weight distribution. These batches with varying molecular weight
distributions were being introduced to the process with the consequence
of, under the same processing conditions, varying relaxation times
and hence out of tolerance wall thickness leading to non-fracture
of the membrane. By changing to extensional viscosity analysis
as the pre-process quality control tool, rejects due to membrane
wall thickness variation were virtually eliminated as out of spec.
batches were apprehended and returned to the supplier.
|
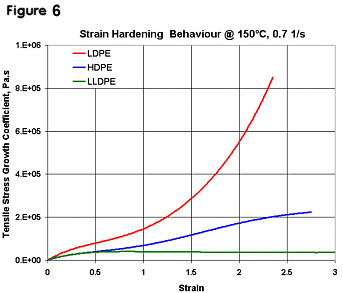
The
extensional viscosity can also increase (strain hardening) or
decrease (strain thinning) with extension rate, Figure 6.
This effect is important in fibre spinning where polymers which
exhibit strain hardening are preferred, as strain thinning would
be detrimental to the stability of the fibre and lead to dimensional
instabilities and fibre breakage.
Gammadot derive extensional viscosity data by capillary
rheometer using convergent capillary dies with 45° half
entry angles. The capillary rheometer control software has the
facility to analyse experimental using several extensional flow
models including those of Cogswell, Gibson, Rides and Binding.
|
|
|